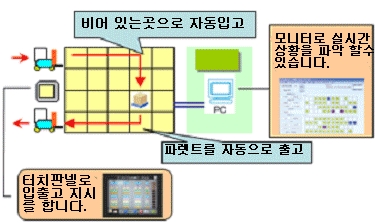
- 파렛트 컨베이어의 스트레이트 유니트와 턴테이블유니트을 조합한 파렛트 정열, 보관,입출고 자동선반입니다. 작업은 모두 자동이기 때문에 누구나 간단하게 입출고 처리를 할 수 있습니다. - 오토 파렛트락은 구동원으로 MDR을 채용,돌출부가 없는 심플한 구조로 기구의 바닥화를 실현했습니다.
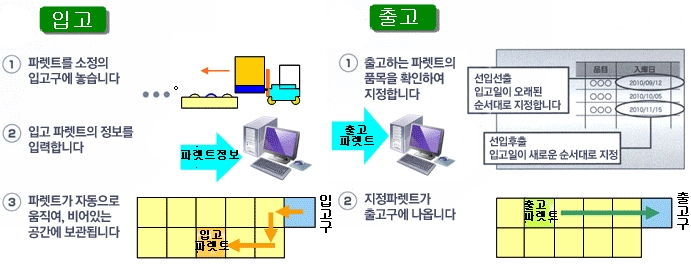
1.출고 순에 맞춘 파렛트 정열이 가능 - 파렛트 출고 시의 교체가 불필요합니다. - 필요한 파렛트의 연속 출고로 출고 대기가없는 운용이 가능합니다. - 출하계획,생산계획에 맞는 출고를 할 수 있습니다.
2.포크 리프트 숙련자가 불필요 유공압이 필요 없음으로 소음,진동 등이 적은 환경을 창출할 수 있습니다.
3.비어있는 장소에 입고. 임의적인 장소에서부터 출고 입고: - 입고장소를 찾을 필요가 없습니다. - 보관장소를 관리할 필요가 없습니다. 출고: - 출고품을 찾을 필요가 없습니다. - 어떤 위치에 있어도 간단하게 출고할 수 있습니다.
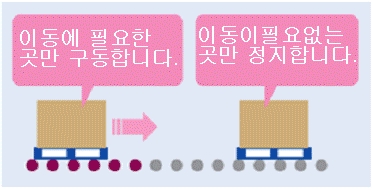
4.에너지 절약 환경에 좋습니다 - 파렛트 이동에 필요한 롤러만 구동하는 방식입니다. - 유공압이 불필요하며 전기에서 압축에어를 생산할 때 에너지 손실이 없습니다.
5.안전을 고려한 설계 - ZPA(제로프레셔 어큠물레이션)방식에의해 파렛트끼리의 충돌이 없습니다.
- ZPA(제로프레셔 어큠물레이션)방식에의해 파렛트끼리의 충돌이 없습니다. - 체인과 스프로켓을 사용하지 않는 파렛트 이동
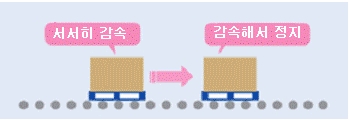
- 슬로우 스타트,슬로우 스톱으로 적재화물이 무너지거나 파손 의 걱정이 없습니다. - 구동전원은 DC24V의 저 전압입니다.
6.고장 시에 시스템 전체가 다운되지 않는 자율분산제어
자율분산제어란 - MDR의 상태나 반송물의 유무 등을 로컬에서 확인하여 판단할 수 있는 처리에대해서는,상위 PC로부터 명령을 기다리지 않고 컨트롤러 본체가 자율적으로 하기의 제어와 감시를 행합니다.
ㆍMDR의 구동,정지 ㆍ스피드 컨트롤 ㆍ데이터 트랙킹
- 상위로부터 세부적인 명령이 필요 없기 때문에 시스템 전체의 통신부하경감과 상위제어 프로그램의 개발시간단축에 도움이 됩니다.
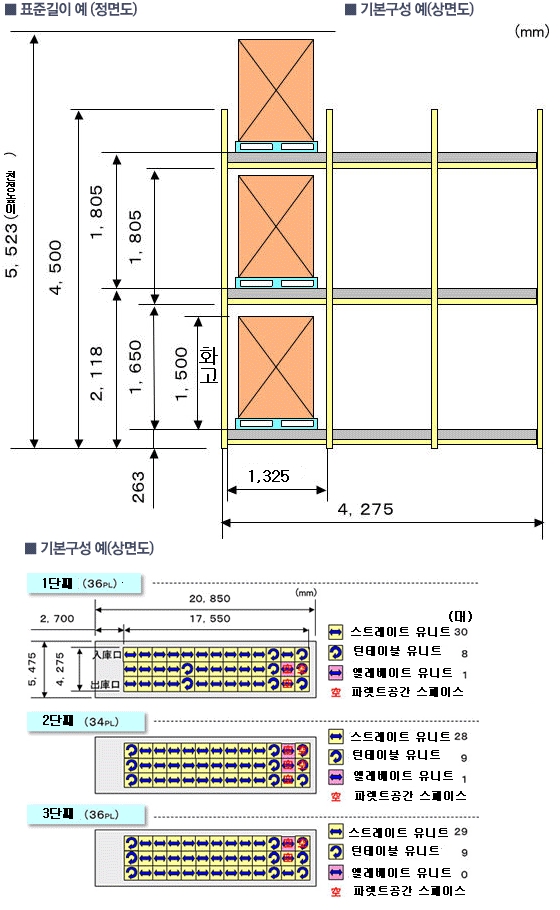
※고정 렉 오토파레락는 3단으로 이동렉는 2단으로 하여 보관수를 계산하고 있습니다. ※보관파렛트 수는 기기 사양에 따라 달라질 수 있습니다.
1.생산계획과 연결된 부품창고 입고,검품,사내외출고 등의 생산계획과 연결되어 생산공정의 출고. 그리고 외부 위탁처에 출고 등 효율화와 간단화 그리고 공장물류의 에너지 절약을 실현합니다.
2.부품재고용 파렛트 스토커 부품의 파트 야드에 사용하며 파렛트마다 부품종류,재고수를 관리하여 파트 야드의 공간 절약화와 입출고 손실이 저감의 효과가 있습니다.
3.입출고의 예정이 있는 화물의 일시 보관 화물 검사 전 반입과 외부 위탁처에 가공의뢰를 하는 물품의 일시 보관장소로 활용할 수 있습니다. 터치판넬로 인해 입출고처리를 누구나 간편하게 조작 가능합니다.